























































FDA-Compliant Laser Marking: Best Practices for Medical Tools
The recall notice came on a Friday. Three thousand bone plates had been shipped over six months, and the quality team needed to trace exactly which facilities received which lots. With laser-engraved serial numbers on every plate, the entire affected group was identified by end of day. Without them, it would have taken weeks. The process validation they did for those marks two years earlier — which felt like paperwork overhead at the time — was the thing that made a controlled recall possible instead of a catastrophic one.

Medical device engraving is not simply a cosmetic process. Done correctly, it creates legally defensible permanent identifiers that link every device to its complete production history. Done incorrectly, it creates compliance failures, corrosion initiation sites on implant surfaces, and marks that fail the first autoclave cycle.
This guide covers the best practices for FDA-compliant medical device engraving — from regulatory requirements and material-specific engraving methods to the seven-step process framework that leading medical device manufacturers follow to achieve consistent, validated results. OMTech's MOPA fiber laser engraving machines deliver the precision pulse control required for corrosion-safe annealing on stainless steel and titanium medical instruments and implants.
The FDA Regulatory Framework for Medical Device Engraving

The FDA's UDI (Unique Device Identification) system, documented on FDA.gov, requires that medical devices carry permanent, machine-readable identification codes traceable from manufacturing through patient use. For Class II and Class III devices — those with significant risk to patients — the UDI must be directly on the device surface when the device is separated from its packaging during use. This requirement makes inkjet, labeling, and adhesive marking technically non-compliant for most reusable surgical instruments and implantable devices.
The three regulatory frameworks that govern medical device engraving in the US and major export markets are: FDA 21 CFR Part 830 (UDI requirements), ISO 13485 (quality management for medical device manufacturing), and EU MDR (Medical Device Regulation for European markets). All three require permanent, legible marks — and all three place the responsibility for mark compliance on the device manufacturer, not the laser equipment supplier.
|
FRAMEWORK |
MARKET |
KEY REQUIREMENT |
DEVICE CLASSES |
|
FDA 21 CFR Part 830 |
United States |
UDI on device for reusable/implantable |
Class II, III |
|
ISO 13485 |
Global |
Process validation of marking |
All classes |
|
EU MDR 2017/745 |
European Union |
UDI on device — similar to FDA |
Class IIb, III |
|
AS/NZS + PMDA |
Australia / Japan |
Permanent marking mandated |
Per jurisdiction |
Which Engraving Method Is Right for Your Device?
According to Wikipedia's laser engraving overview, laser engraving uses a focused beam to alter material surfaces through vaporization, melting, or chemical change. For medical devices, the choice between these methods isn't a preference — it's determined by the device material, the downstream sterilization method, the surface requirements of the application, and the regulatory mark durability standard the device must meet.
|
🔲 Surgical Instruments (Stainless Steel) Material: SS 304/316L Laser: MOPA Fiber Method: Laser Annealing MOPA annealing on stainless steel surgical instruments produces a dark, high-contrast mark through subsurface oxide formation — without removing material, altering surface roughness, or compromising the passivation layer. This is the medically preferred method because the smooth, unbroken surface creates no bacteria-trapping features and maintains the chromium oxide layer that gives stainless steel its corrosion resistance after repeated autoclaving. |
|
🦴 Orthopedic Implants (Titanium) Material: Ti-6Al-4V, Ti Grade 5 Laser: MOPA Fiber Method: Annealing / Engraving Titanium implants — bone plates, hip components, pedicle screws, spinal cages — require permanent UDI marks that survive the implant's lifetime inside the body. MOPA annealing produces high-contrast color marks on titanium without material removal. For components subject to mechanical loading, laser engraving at conservative depth (0.02–0.05mm) provides tactile marks resistant to wear while avoiding stress concentration in load-bearing geometries. |
|
🩺 Endoscopes & Minimally Invasive Tools Material: SS, cobalt-chrome, PEEK Laser: MOPA Fiber / UV Method: Annealing / Ablation Minimally invasive instruments including laparoscopic tools, catheters, and arthroscopic shavers require marks on small, sometimes curved surfaces with limited marking area. UV laser ablation handles PEEK, polymer-coated, and composite components without thermal damage. MOPA annealing covers metallic components. Both methods produce marks that survive EtO, steam, and plasma sterilization cycles used for these instruments. |
|
💉 Drug Delivery & Disposable Devices Material: PVC, polycarbonate, ABS Laser: UV Laser Method: Photochemical ablation Catheters, IV connectors, syringe bodies, and drug delivery components require marking without thermal damage to the polymer substrate. UV laser photochemical ablation creates high-contrast marks at very low temperatures — no melting, no deformation, no contamination risk. Banding depth marks on catheters that indicate insertion depth during surgery are a specific UV laser application where dimensional accuracy of the mark position is clinically significant. |
The 7-Step Best Practice Process for FDA-Compliant Medical Device Engraving

Medical device manufacturers who pass FDA audits with no engraving-related observations consistently follow this process framework. Steps 1–3 happen before production. Steps 4–7 are the production and validation workflow.
|
1 |
Define mark requirements before selecting a laserReview the applicable regulatory standard for your device class. Determine the required UDI format (Data Matrix, linear barcode, human-readable serial), minimum character height (typically 1.5mm for human-readable elements), mark contrast requirements, and the specific sterilization cycles the mark must survive. These requirements drive every laser parameter decision. |
|
2 |
Select the right laser system for your device materialMatch the laser type to your material's absorption characteristics. MOPA fiber for stainless steel and titanium requiring annealing. Standard fiber for faster cycle times on metal components where passivation preservation is less critical. UV laser for polymer, PEEK, and coated medical components. Confirm system selection with material test samples before full validation begins. |
|
3 |
Develop and document your marking parametersDefine and record all marking parameters: laser power, pulse duration (MOPA), pulse frequency, scanning speed, focal distance, and number of passes. These parameters form the core of your process validation record. Any subsequent change to any parameter requires revalidation — so document precisely and get it right before production begins. |
|
4 |
Perform process validation testingEngrave test samples at your specified parameters and submit to sterilization testing covering all cycles specified for your device (autoclave, EtO, plasma, radiation). Verify mark legibility before and after each sterilization exposure using a calibrated 2D barcode reader. Document all results in your validation protocol. ISO 13485 requires this documentation to remain on file. |
|
5 |
Establish in-process quality controlsImplement 100% mark verification using inline barcode scanners or vision systems where production volume justifies it. For lower-volume operations, establish a statistically valid sampling plan with defined acceptance criteria. Document every inspection result and establish clear pass/fail limits for mark contrast, readability grade, and dimensional accuracy. |
|
6 |
Control post-marking surface treatmentPassivation of stainless steel instruments typically follows engraving. Select a passivation process (nitric acid or citric acid) that preserves mark contrast while maintaining the corrosion-resistant surface. Test passivation treatment on marked samples before production to confirm the treatment does not degrade mark readability below your acceptance threshold. |
|
7 |
Lock the validated process and control changesOnce validated, treat the marking process parameters as locked. Implement a formal change control procedure: any proposed change to laser model, software version, parameter values, or material batch must be evaluated for potential impact on mark quality and may require partial or full revalidation. This is why stable production systems — even older ones — are sometimes deliberately retained in medical device manufacturing. |
🏥 REAL VALIDATION EXPERIENCEA cardiac device contract manufacturer in Minnesota describes their validation experience: 'We went through two complete revalidations in 18 months — once when our laser supplier updated firmware, and once when we switched to a different stainless steel supplier with slightly different surface finish specification. Both times the marks looked fine visually, but when we tested against our validation acceptance criteria, the barcode grade dropped enough to require documentation. After the second time, we built a much more complete supplier change control procedure. The FDA inspector specifically praised our change control documentation on the next audit.' The lesson: validate thoroughly, then protect the validated state. |
Common Medical Device Engraving Failures and How to Avoid Them

Passivation Damage on Stainless Steel
The most common failure in stainless steel instrument marking is over-applying laser energy during standard fiber laser etching, which heats the mark boundary zone and depletes the chromium at the surface. This creates a visible corrosion ring around the mark that appears within the first 3–5 autoclave cycles. The fix is MOPA annealing with controlled pulse duration — the mark is formed by oxidation at very low material temperatures, not surface ablation.
Marks That Read in the Shop but Not After Sterilization
A mark that achieves barcode grade A on a freshly engraved stainless part can drop to grade D or unreadable after 25 autoclave cycles due to surface oxide changes. This is the reason post-sterilization testing is mandatory in the validation process — not optional. Manufacturers who skip this step frequently encounter FDA findings related to UDI legibility during post-market audits.
Inadequate Character Height on Small Components
Pedicle screws, dental implants, and other small-format orthopedic components have very limited marking surface area. Data Matrix codes at 3mm × 3mm minimum and serial numbers at 1.5mm character height require extremely tight focus and low scanning speeds for readable marks. High-power MOPA systems with small lens configurations provide the spot size and energy density needed for legible micro-marks on these components.
⚠️ A COMMON MISTAKE WITH COST CONSEQUENCESA small medical device contract shop we spoke with began engraving titanium bone screws with a standard 20W fiber laser — the same machine they used for general metal part marking. The marks looked acceptable. They passed their initial barcode grade check. But their customer's incoming inspection reported 40% failure rate on barcode readability after passivation. The issue was inconsistent annealing quality: the standard fiber laser's fixed pulse duration couldn't maintain the precise thermal control needed for stable passivation on titanium Grade 5. Switching to a MOPA system with validated parameters resolved the issue and the contract was retained. |
OMTech Machines for Medical Device Engraving
OMTech's fiber laser engraving machines and MOPA series serve medical device contract manufacturers and component suppliers requiring precision mark quality on stainless steel, titanium, and cobalt-chrome alloys. Here are three machines used in production medical engraving environments:
|
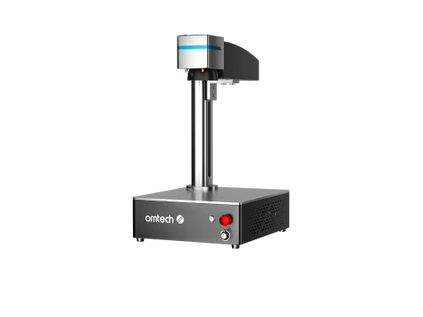
MOPA 60 60W Integrated Fiber — Stainless Steel • Annealing Grade • FDA UDI 60W MOPA integrated design with nanosecond pulse duration control for true annealing on stainless steel SS 304/316L. Produces dark, high-contrast marks without surface roughness change or passivation compromise. Compatible with LightBurn and EzCad for variable data marking and batch serial number production. The baseline system for Class II surgical instrument UDI marking programs requiring ISO 13485 process validation. |
|
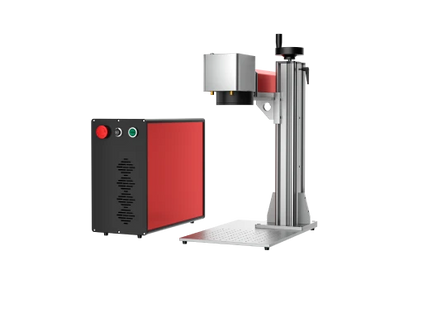
MP6969 60W MOPA Fiber Laser — Orthopedic Implants • 6.9×6.9" Area • Titanium MOPA pulse control on a 6.9" × 6.9" work area. Used for orthopedic implant UDI marking including bone plates, hip components, and spinal cages in titanium and cobalt-chrome alloys. The larger work area allows multi-part fixture setups for batch marking production. MOPA control maintains consistent annealing quality across titanium alloy grade variations, reducing inter-lot mark quality variance. |
|
Galvo Fiber 20/30/50W — High-Speed Batches • Surgical Instruments • Autofocus Galvo scanning head at up to 10,000 mm/s for high-throughput surgical instrument and component marking. Autofocus system handles part-to-part height variation in production batch setups. Used by contract manufacturers processing large volumes of stainless steel instruments, connectors, and metal device components where marking speed is the primary production constraint. Compatible with EzCad for database-driven serial number and barcode generation. |
💡 SETUP AND PARAMETER DOCUMENTATIONFDA-compliant medical device engraving requires documented machine installation and parameter qualification. OMTech's professional laser setup support covers installation, initial calibration, and parameter verification — the foundation for ISO 13485 Installation Qualification (IQ) documentation that medical device quality systems require. Manufacturers retain responsibility for full process validation (OQ and PQ) under their own QMS. |
Ready to specify a laser system for medical device engraving? |
Frequently Asked Questions
What is medical device engraving?
Medical device engraving is the process of permanently marking medical instruments, implants, and devices with identification codes, serial numbers, UDI barcodes, and other traceability information using a laser system. Unlike printing or labeling, laser engraving creates marks that are chemically bonded to the device surface — resistant to sterilization, chemical cleaning, wear, and long-term implantation inside the human body. It is the primary method used for FDA UDI compliance on reusable and implantable medical devices.
Which laser is best for engraving stainless steel surgical instruments?
A MOPA fiber laser is the recommended choice for stainless steel surgical instrument engraving because it enables true annealing — a process that forms a dark subsurface oxide mark without removing material or disturbing the chromium oxide passivation layer. Standard fiber lasers can mark stainless steel but require careful parameter optimization to avoid passivation damage, which leads to corrosion at mark boundaries after repeated sterilization. MOPA's pulse duration control prevents this by precisely limiting the thermal input to the level required for oxide formation without material damage.
What information must be included in a medical device UDI engraving?
A UDI engraving must include the Device Identifier (DI) — a code identifying the device model and version — and the Production Identifier (PI), which typically includes the lot or batch number, serial number, manufacturing date, and expiration date where applicable. Both must be in machine-readable format (typically Data Matrix code) and human-readable format for Class II and III devices. Minimum character heights and Data Matrix cell sizes are defined in FDA guidance and ISO/IEC 16022.
Does medical device engraving require FDA approval?
The engraving process itself does not require separate FDA approval. However, under FDA 21 CFR Part 830 and ISO 13485, the device manufacturer must validate that their specific marking process produces marks meeting defined acceptance criteria — legibility, contrast, sterilization resistance — and must maintain validation documentation. Any change to the validated process parameters, laser equipment, or device material may require revalidation. The FDA can inspect and review these validation records during quality system audits.
Can laser engraving damage the surface of medical implants?
Improperly applied laser engraving can damage implant surfaces. Deep engraving creates recesses that can trap bacteria on reusable instruments. Over-powered etching on stainless steel can compromise passivation, creating corrosion initiation sites. For implantable devices in titanium, engraving at excessive depth in load-bearing geometries creates stress concentrations. Best practices — typically MOPA annealing for metal implants and UV ablation for polymer components — produce marks with minimal or no surface disruption, preserving the material properties and biological safety of the device.
What sterilization methods must medical device engravings survive?
Different device types use different sterilization methods, and the engraving must be tested against all methods specified for that device: steam autoclaving (121–134°C, pressurized steam), EtO (ethylene oxide gas), hydrogen peroxide plasma, gamma radiation, electron beam sterilization, and wet chemical sterilization with glutaraldehyde or peracetic acid. Validation testing must document mark legibility before and after each applicable sterilization cycle, typically at the maximum number of cycles specified for the device's labeled reuse life.
What is the minimum size for a UDI barcode on a medical device?
The minimum practical Data Matrix code for a full UDI on most medical devices is approximately 3mm × 3mm, with individual cell sizes down to 0.1–0.15mm. Human-readable serial numbers should have minimum character heights of 1.5mm. Very small devices — implantable pedicle screws, dental implants, neural probes — may require micro-marks at smaller dimensions, which require high-resolution MOPA or UV laser systems with small lens configurations. All mark dimensions must be verified for barcode readability under the ISO 15415 standard as part of validation.
What is the difference between medical device engraving and laser marking?
In common usage, medical device engraving and laser marking refer to the same process — using a laser to permanently identify a medical device. Technically, 'engraving' implies material removal creating a recessed mark, while 'marking' encompasses all laser-based permanent identification methods including annealing (no material removal), ablation, and etching. In medical device manufacturing, 'marking' is the more accurate term for UDI compliance since annealing — which removes no material — is the preferred method for most metal surgical instruments and implants.
How long does a laser-engraved mark last on a medical implant?
A properly applied laser annealing mark on titanium or stainless steel is designed to last the full service life of the implant — which for hip and knee replacements can be 20–30 years inside the body. The mark is formed by a stable subsurface oxide layer that is metallurgically bonded to the base material. It cannot be rubbed off, washed off, or chemically removed under normal conditions. Long-term implant studies confirm legibility of laser annealing marks after decades of service, making it the only marking method approved for Class III implantable devices by most regulatory bodies.





