
























































Choosing the Right Industrial Laser Cutter for High-Volume Applications
We ran a plasma cutter for eight years. It did the job, but the edges always needed secondary cleanup — grinding, deburring, and sometimes rework when tolerances were tight. When we finally brought in a 1.5kW fiber laser cutter, the first job we ran came off the table with parts that went directly to welding. No grinding. No rework. The setup time was under 20 minutes and our reject rate on that job went to zero. The plasma cutter hasn't moved since.

An industrial laser cutter represents a fundamentally different class of sheet metal processing equipment compared to plasma, waterjet, or mechanical punching. The beam width is measured in fractions of a millimeter, the cut edge is clean enough for direct use in most weld applications, and the machine handles material switching without tooling changes.
This guide covers how to select the right industrial laser cutter for your production volume, material mix, and facility constraints — with specific attention to the fiber vs CO2 decision, wattage selection, and what operational features actually matter in a high-volume shop. OMTech's fiber laser cutting machines are configurable from 1.5kW to 4kW across multiple bed sizes for custom metal fabrication applications.
Fiber Laser vs CO2 for Industrial Cutting: Making the Right Call

According to Wikipedia's laser cutting overview, laser cutting uses a focused, high-power beam to melt, burn, or vaporize material along a programmed path. The key variable is wavelength — fiber lasers at 1,064nm are absorbed efficiently by metals, while CO2 lasers at 10,600nm are absorbed by organic materials and non-metals. That single distinction should drive most purchasing decisions for industrial applications.
For metal fabrication shops cutting steel, stainless steel, aluminum, brass, and copper, fiber laser is the current production standard. For shops cutting wood, acrylic, plastics, leather, and non-metal composites, CO2 remains the right choice. Mixed-material operations often run both.
|
FACTOR |
FIBER LASER |
CO2 LASER |
WINNER FOR |
|
Metal cutting speed |
Excellent |
Slower |
Fiber — 2–5x faster on thin metal |
|
Non-metal cutting |
Limited / poor |
Excellent |
CO2 — essential for wood/acrylic |
|
Operating cost |
Lower (no gas tube) |
Higher (tube replacement) |
Fiber — lower long-term OPEX |
|
Maintenance |
Minimal (solid state) |
Regular optics cleaning |
Fiber — fewer service intervals |
|
Thick metal (>12mm) |
Good with 3kW+ |
Limited |
Fiber (high power) |
|
Initial cost |
Moderate–High |
Lower |
CO2 — lower entry point |
|
Beam quality |
Excellent |
Good |
Fiber — smaller kerf, cleaner edge |
🏭 REAL SHOP EXAMPLERodriguez Metal Works, a contract fabricator in Texas, upgraded from a CO2 laser to a 1.5kW fiber cutter three years ago. Their primary materials are mild steel (3–8mm) and stainless steel (1.5–5mm). On 3mm mild steel, the fiber laser cuts at roughly three times the speed of their old CO2 system. The edge quality improved enough that their downstream welding team stopped requesting pre-weld grinding on flat-sheet components. Material waste dropped because the tighter kerf (0.1–0.2mm on fiber vs 0.3–0.4mm on CO2) allows tighter nesting. The machine paid back its purchase cost in 19 months through reduced cycle time and labor. |
Wattage Selection: How Much Power Do You Actually Need?

Wattage determines cutting speed and material thickness capacity. According to Wikipedia's fiber laser overview, fiber lasers use ytterbium-doped optical fiber as the gain medium, producing coherent light that is efficiently absorbed by metals. Higher wattage increases the rate of material ablation, enabling faster cutting on any given thickness or the ability to cut thicker material at acceptable speeds.
|
POWER RANGE |
MAX USEFUL THICKNESS |
SPEED ON 3MM STEEL |
BEST FIT |
|
1kW–1.5kW |
~8–12mm steel |
Fast |
Job shops, thin sheet metal, low–medium volume |
|
2kW–3kW |
~16–20mm steel |
Very fast |
Mid-volume fabricators, mixed thickness, versatile |
|
4kW–6kW |
~25–30mm steel |
Very fast + thick capable |
High-volume production, structural steel, plate work |
|
8kW–20kW+ |
50mm+ steel |
Extreme |
Heavy industry, thick plate, aerospace components |
⚠️ AVOID OVER-SPECIFYING POWERA common mistake is buying more power than your material mix requires. A 6kW machine cutting primarily 2–4mm steel runs most of its jobs at a fraction of its rated power, and you pay for the higher capital cost and slightly higher energy consumption without productivity gains on those thinner materials. Specify based on your 80th-percentile material: the thickness that represents the bulk of your production, not your thickest occasional job. |
Industrial Laser Cutter Applications by Sector

Here are the most common high-volume applications where industrial laser cutters are replacing or supplementing plasma, waterjet, and mechanical cutting systems:
🔧 Sheet Metal FabricationLaser: Fiber Power: 1.5kW–3kW Material: Mild steel, stainless, aluminum Brackets, enclosures, panels, guards, and structural components. Fiber laser produces clean, burr-free edges on gauges from 0.5mm to 12mm+ that proceed directly to bending, welding, or powder coating without secondary operations. Nesting software minimizes material scrap on full-sheet production runs. |
🚗 Automotive ComponentsLaser: Fiber Power: 2kW–4kW Material: AHSS, aluminum alloy, stainless Structural brackets, heat shields, door reinforcements, battery housing components (EV). Advanced high-strength steel (AHSS) requires fiber laser for clean cuts without heat-affected zone issues that weaken the material. Tight dimensional tolerances on automotive parts make beam quality critical — fiber's smaller spot size delivers edge quality that plasma cannot match. |
🏗️ Structural Steel & PlateLaser: Fiber Power: 3kW–6kW Material: Mild steel 8mm–25mm, AR plate Flanges, gussets, mounting plates, structural shapes. High-wattage fiber lasers cut structural steel at speeds that make laser competitive with plasma for thicknesses up to 20mm on mild steel. Nitrogen-assist cutting produces oxide-free edges that weld cleanly without pre-weld grinding, reducing total part cost despite higher machine investment. |
🪵 Sign Making & Industrial DécorLaser: CO2 Power: 80W–150W Material: Acrylic, MDF, wood, plastics Acrylic signage, dimensional letters, decorative panels, exhibition displays, retail fixtures. CO2 laser is the standard for these materials — the 10,600nm wavelength is efficiently absorbed by acrylic and wood, producing clean flame-polished edges on acrylic and crisp cut edges on MDF. OMTech CO2 machines handle these applications efficiently at production sign shop volumes. |
⚡ Electrical & HVAC FabricationLaser: Fiber Power: 1.5kW–3kW Material: Galvanized steel, aluminum, stainless Junction boxes, panel enclosures, ductwork, electrical chassis. Fiber laser handles galvanized steel and aluminum consistently — materials that cause inconsistent results on plasma systems due to coating burn-off and material reflectivity. The programmable cut profiles allow complex enclosure geometries to be produced in a single setup without repositioning. |
What to Evaluate Before Buying an Industrial Laser Cutter

1. Work Area Size
Match the bed size to your most common raw material format. Most structural steel and aluminum sheet comes in 4' × 8' or 5' × 10' standard formats. A machine with a 5' × 10' (1,500 × 3,000mm) cutting table handles these standard sheets without splitting. If you regularly cut oversized plate, pass-through configurations are available.
2. Assist Gas System
High-pressure nitrogen cutting produces oxide-free edges on stainless steel and aluminum — the cut surface is bright and weld-ready without secondary cleaning. Oxygen-assist produces faster cuts on mild steel but leaves an oxide edge that requires cleaning before welding in critical applications. Your material mix determines which gas system to specify.
3. Exchange Table vs Fixed Bed
Automated pallet changers allow loading of a new sheet while the previous sheet is being cut, keeping the laser running nearly continuously. For high-volume operations where the machine runs multiple shifts, an exchange table (pallet changer) significantly increases throughput. For lower-volume operations, a single fixed bed is simpler and lower cost.
4. Cooling System
💡 BUILT-IN VS EXTERNAL CHILLERIndustrial fiber laser cutting machines require dedicated water cooling. Some OMTech systems include integrated water chillers — eliminating a separate floor space requirement and simplifying installation. For CO2 systems, OMTech's laser cooling systems are available separately and sized for CO2 production environments. Proper cooling is critical to laser source longevity — an undersized chiller is one of the most common causes of premature fiber source degradation. |
5. Software and Nesting
Industrial laser cutting software handles design import, nesting (part layout optimization on sheets), cut-path sequencing, and machine parameter management. Good nesting software typically increases material utilization by 5–15% compared to manual layout — a direct and measurable cost reduction on every sheet run. Confirm software compatibility with your existing CAD/CAM environment before purchase.
OMTech Industrial Fiber Laser Cutters

OMTech's fiber laser cutting machines are customizable from 1.5kW to 4kW across multiple bed sizes. Here are three production-oriented options:
|
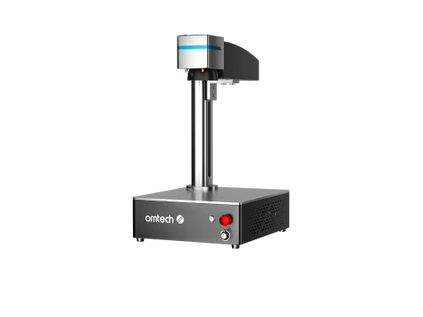
1500W Fully Enclosed Fiber Laser Cutter — Class 1 Safety • Enclosed • Mid-Volume Shops Fully enclosed Class 1 laser safety design allows the machine to operate in shared workshop environments without requiring laser safety barriers or exclusion zones. The built-in water chiller and front/back pass-through configuration handles standard sheet sizes. Used by job shops and contract fabricators processing thin-to-medium gauge steel and aluminum at mid-volume production rates. |
|
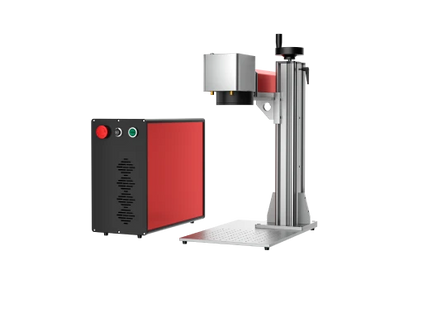
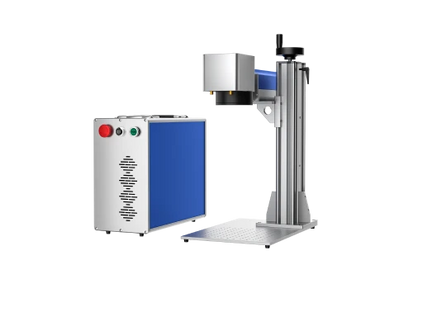
1500W Open Frame Metal Laser Cutter — Open Architecture • Large Parts • Flexible Integration Open frame configuration allows cutting of oversized material that extends beyond the standard bed dimensions — useful for structural fab shops cutting large plate or long profiles. Built-in water chiller. External exhaust fan for fume extraction in open workshop environments. Suited for shops that need cutting flexibility on non-standard workpiece sizes that don't fit enclosed machine configurations. |
|
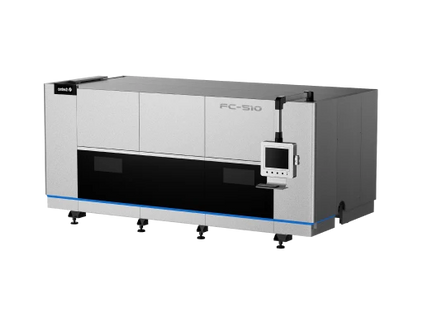
FC-510 Intelli Fiber Laser Cutting Machine — High-Volume Production • Intelligent Cutting • Customizable Power The FC-510 is OMTech's production-grade platform, customizable from 1.5kW to 4kW with optional automation and exchange table configurations. The Intelli cutting head provides active height following and anti-collision protection — essential for production environments where sheet warping or tipped cut parts can cause expensive head crashes. Suited for fabricators running multiple shifts on steel and stainless. |
💡 CO2 FOR NON-METAL CUTTING + FIBER FOR METALShops cutting both metal and non-metal materials need both laser types. OMTech's CO2 laser engraver machines handle wood, acrylic, MDF, leather, and plastics that fiber systems cannot effectively cut. OMTech's professional laser setup support covers installation and calibration for both system types in production environments. |
Ready to specify an industrial laser cutter for your shop? |
Frequently Asked Questions
What is an industrial laser cutter?
An industrial laser cutter is a CNC-controlled machine that uses a focused, high-power laser beam to cut materials by melting, burning, or vaporizing along a programmed path. Industrial-grade systems are distinguished from hobbyist machines by their power levels (1kW+), larger working areas, automated material handling options, duty-cycle ratings for multi-shift operation, and integration capabilities with production management systems.
What is the difference between CO2 and fiber industrial laser cutters?
CO2 lasers use a gas medium to generate light at 10,600nm, which is efficiently absorbed by organic materials — wood, acrylic, plastics, leather, and glass — but not by bare metals. Fiber lasers use ytterbium-doped optical fiber to generate light at 1,064nm, which is efficiently absorbed by metals including steel, stainless, aluminum, brass, copper, and titanium. For metal fabrication, fiber is the current standard. For non-metal cutting, CO2 remains the right choice.
What power fiber laser do I need for metal fabrication?
1.5kW handles thin-to-medium gauge sheet metal (up to ~10mm steel) at good production speeds, and is the right entry point for most small-to-mid fabricators. 3kW provides faster speeds across the same thickness range and adds capability up to ~18–20mm. 4kW+ is for high-volume shops processing thick plate regularly. Base your selection on the 80th-percentile material in your production mix, not your heaviest occasional job.
What materials can an industrial laser cutter process?
Fiber laser cutters process mild steel, stainless steel, aluminum, brass, copper, titanium, and most metal alloys. CO2 laser cutters process wood, acrylic, MDF, plywood, leather, fabric, glass, and most plastics. CO2 cannot effectively cut bare metals. Fiber cannot effectively cut most organic non-metals. Shops with mixed material requirements typically run both systems.
How does laser cutting compare to plasma cutting for metal?
Laser cutting produces significantly tighter tolerances (±0.1mm typical vs ±0.5mm+ for plasma), smaller kerf width, cleaner edges that often require no secondary processing, and better performance on thin material. Plasma cutting has advantages for very thick plate (25mm+) and lower equipment cost at equivalent thickness. Most shops upgrading from plasma to laser report immediate reductions in secondary operations and rework rates.
What is the working area of an industrial laser cutter?
Standard industrial fiber laser cutting tables range from approximately 1,000 × 2,000mm (roughly 4' × 6') to 2,000 × 6,000mm (roughly 6' × 20') for large-format production systems. The most common size for job shops and fabricators is 1,500 × 3,000mm (5' × 10'), which accommodates standard steel and aluminum sheet formats without splitting. OMTech's fiber cutters are available in multiple bed configurations to match your raw material sizes.
How long does an industrial fiber laser cutter last?
Fiber laser sources are rated for 100,000+ hours of operation — a substantially longer service life than CO2 glass tube systems (approximately 10,000 hours) or plasma electrode systems. In practice, the laser source is rarely the first component requiring attention in a well-maintained fiber cutting system. Mechanical components (linear guides, drive systems, nozzles, and lenses) require periodic maintenance on typical production schedules.
What infrastructure does an industrial laser cutter require?
A fiber laser cutter requires three-phase power supply (typically 380–480V depending on machine power), a source of clean, dry compressed air for assist gas, floor space for the machine plus access clearance, fume extraction, and a water cooling system (built-in on some machines, external on others). High-power systems using nitrogen-assist cutting require nitrogen supply and storage. Confirm your facility's power capacity and gas supply plan before machine delivery.
Can an industrial laser cutter be integrated into an automated production line?
Yes. Industrial fiber laser cutters connect to automated material handling systems including pallet changers (automated sheet loading/unloading), conveyor-based feeding systems, and robotic part removal. They interface with MES and ERP systems for job scheduling, material tracking, and production reporting. For high-volume operations, automated exchange tables that allow continuous cutting while loading a fresh sheet significantly increase effective throughput.





