
























































Why More Fabrication Shops Are Moving to Industrial Laser Cutting
Plasma cutters used to be the default. Waterjet for tighter tolerances. Saws and shears for straight cuts. Those machines still exist in plenty of shops. But over the last several years, industrial laser cutting has been taking more floor space, more jobs, and more business cases away from the older methods.
It's not because laser is newer or fancier. It's because the numbers work out better for a lot of common cutting jobs.
Less setup time. Better edge quality on thin metal. No blade wear. No abrasive cost. Faster job switching. When you add those up across a full week of production, it matters.
Here's what's actually driving the switch, and where fiber laser cutting fits in for shops of different sizes.

What Changed in the Last Few Years
Industrial laser cutting machines used to cost serious money. Big six-figure investments. That kept smaller fab shops on plasma or waterjet for years, even when they knew laser would do the job better.
Prices came down. A lot. Entry-level industrial fiber laser cutters now sit at a price point that a small shop with steady work can actually justify. The payback math changed, and so did the buying decision.
At the same time, the machines got easier to run. Early fiber cutters needed experienced operators to tune the beam and manage settings. Current machines with autofocus and better software handle a lot of that automatically. A machinist who's never touched a laser can get up to speed in days, not months.
Both of those shifts opened the door for smaller fabrication shops to adopt industrial laser cutting in a way that wasn't practical before.

Industrial Laser Cutting Metal: Where It Makes the Most Sense
Not every cutting job is a good fit for laser. Thick plate over an inch, very large structural beams, rough demolition cuts. Plasma or saw still wins there.
But for sheet metal under half an inch? Laser is hard to beat.
Steel, aluminum, stainless, brass, copper. All of it cuts cleanly on a fiber laser. The kerf is narrow. Edges come out smooth enough that many parts skip the deburring step entirely. For HVAC brackets, electrical enclosures, decorative metalwork, and flat component blanks, laser cutting metal saves real time per part.
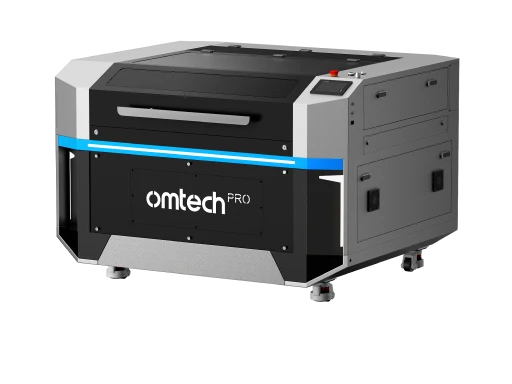
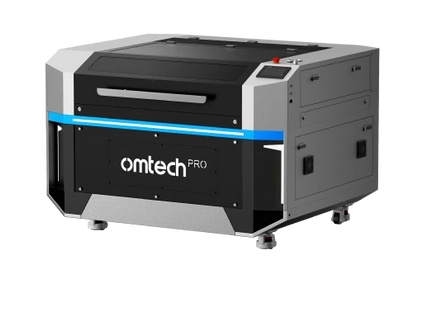
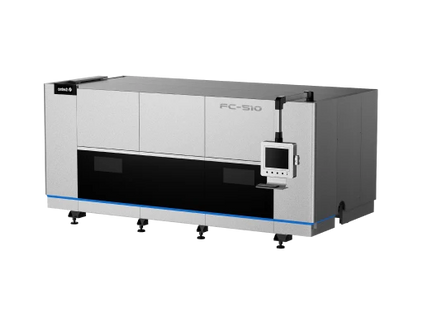
The 1500W Fully Enclosed Fiber Laser Cutting Machine from OMTech is built for exactly this kind of production. Enclosed cabinet for safety. Pass-through design for long stock. Built-in water chiller already integrated. It's a serious machine for shops that cut steel and aluminum regularly, not a weekend hobbyist tool.
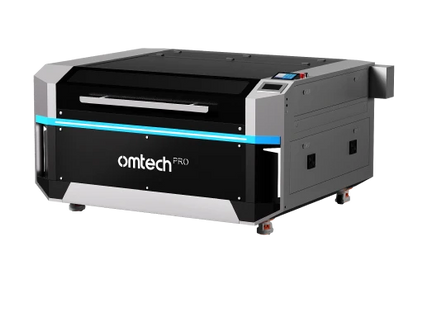
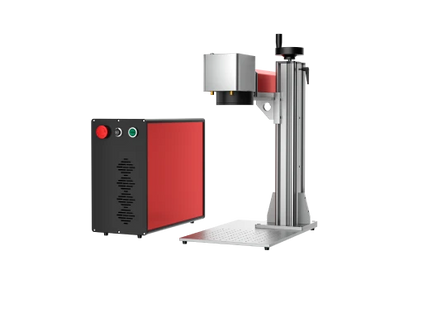
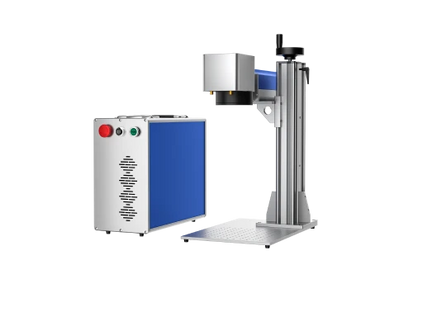
For shops that want an open-frame setup to handle larger or irregular workpieces, the 1500W Open Metal Laser Cutter Machine covers the same power range with more physical access to the work area.
The Edge Quality Argument
This comes up in almost every conversation about industrial laser cutting. People ask why they should switch from plasma if plasma cuts fast enough.
The answer is usually edge quality.
Plasma leaves a rougher cut edge. There's dross on the bottom of the cut. Wider kerf. On parts that go directly to a customer or into a finished assembly, that dross needs grinding or deburring. It's extra labor. Extra time. Sometimes extra material waste if the part dimension shifts.
Laser cutting metal with fiber produces a much cleaner edge. Tight kerf. Minimal heat affected zone compared to plasma. Dross is nearly nonexistent on well-dialed fiber cuts through mild steel and aluminum. On many parts, the piece comes off the table ready to go.
For small batch custom work especially, that edge quality difference saves a significant amount of secondary finishing labor.
According to Wikipedia's overview of laser cutting, the narrow kerf and precise focus of fiber lasers result in a heat-affected zone that's much smaller than plasma or oxyfuel cutting. That directly impacts dimensional accuracy and edge finish.
Industrial Laser Cutting for Small Business: The Real Conversation
There's a version of this conversation that only talks about big factories with dedicated laser cells, automation, and full-time laser technicians. That's real. But it's not where most of the growth is happening.
Industrial laser cutting for small business is a different situation. A five-person fab shop. A custom metalwork studio. A workshop doing HVAC components on contract.
These businesses don't need a $300,000 machine with a conveyor system. They need something reliable that a small crew can run between other jobs. Setup has to be fast. The machine can't require a specialist to operate daily.
That's exactly the niche OMTech's fiber laser cutting machines fill. Production-grade build. Practical operator interface. Price point that a small business can actually budget for without taking a huge gamble.
The decision for a small fab shop usually comes down to volume. If you're cutting metal sheet regularly and spending time on secondary finishing because your plasma edges are rough, the calculation toward laser gets easy pretty fast.
Industrial Fiber Laser Cutter: What to Look At in the Spec Sheet
When small shops evaluate fiber cutters, a few specs actually matter. A lot of the rest is noise.
Power: 1000W to 1500W covers most sheet metal work under 10mm. More power means faster cutting speed on thicker material. If you're mostly cutting 1mm to 3mm steel, 1000W is plenty.
Work area: Bigger isn't always better. A larger table costs more and takes more floor space. Match the table size to your actual sheet sizes. Most standard sheet metal stock fits on a common table format.
Cooling: Built-in water chillers matter. Running a fiber cutter without proper cooling causes problems. Both OMTech 1500W machines have chillers included. That's one fewer thing to source and install separately.
Software: Most industrial fiber cutters run on dedicated cutting software. Check that the machine handles common file formats from your CAD workflow. DXF is the standard. Most machines handle it without issue.
Pass-through: If you cut long flat stock, a pass-through design lets you feed material through the enclosure. Without it, your sheet length is limited to the interior table dimension.
Where Laser Cutting Architecture Fits In
Laser cutting architecture is a separate use case but worth mentioning. Architects, model makers, and interior designers use laser cutting for scale models, decorative panels, and detailed flat components.
For this work, CO2 lasers handle wood and acrylic. Fiber handles metal panels and perforated sheet work. Architectural metalwork with intricate cut patterns is one of the cleaner applications for fiber laser cutting because the precision is consistent piece to piece. No handwork variation.
If your shop gets requests for decorative metal panels or custom laser-cut screens, a fiber cutter opens that work up without adding new equipment categories.
FAQs
What metals can an industrial laser cutting machine cut?
Mild steel, stainless steel, aluminum, brass, copper, and galvanized sheet are the most common. Cutting thickness depends on machine power. 1500W handles mild steel up to around 10mm to 12mm depending on assist gas and settings.
Is industrial laser cutting faster than plasma?
On thin sheet under 6mm, fiber laser typically cuts faster than plasma. On thicker plate, plasma often wins on raw speed. Laser wins on edge quality at almost any thickness comparison.
What's the difference between enclosed and open-frame fiber cutters?
Enclosed machines contain fumes and debris inside the cabinet. Safer for the operator. Open-frame machines give physical access to the work area from all sides, useful for large or irregular stock. Both cut the same way.
Can a small shop run an industrial fiber laser cutter?
Yes. Modern machines with autofocus and straightforward software don't require a dedicated laser technician. A machinist or fabricator with basic CNC experience can learn the machine quickly.
Does laser cutting metal need assist gas?
Yes. Nitrogen or oxygen is blown through the cut to clear molten material and prevent oxidation. Nitrogen gives a cleaner edge on stainless and aluminum. Oxygen is used for mild steel and speeds up the cut. Most machines connect to a standard cylinder setup.





